Technical Support
Spare Parts

Dry Cleaning Machines
Ecowipe
Cheap cleaning of wire surface from lubricant residu after drawing.
Up to 80% cleaning Na/Ca.
Low costs system with barrely downtime and quick brush exchange.

Descaling-line for replacing pickling/shotblasting process
Up to 34mm wire rod
Solutions for HC, MC and LC wire

Wire Stress Relieving Devices
DEG-5/2
Wire diameter (low carbon) 5,0 – 8,0 mm
Wire diameter (high carbon)
Wire passing speed up to 8,0 m/s
Wire Rod Pre-Feeding Units
MRE
Wire diameter (low carbon) 5,5 – 18,0 mm
Wire diameter (high carbon) 5,5 – 10,0 mm
Wire passing speed ca. 0,15 m/s

Wire Rod Pre-Feeding Units
MRE-2
Wire diameter (low carbon) 5,5 – 18,0 mm
Wire diameter (high carbon) 5,5 – 12,0 mm
Wire passing speed ca. 0,15 m/s

Wire Stress Relieving Devices
DEG-5/1
Wire diameter (low carbon) 5,0 – 8,0 mm
Wire diameter (high carbon)
Wire passing speed up to 8,0 m/s
Wire Stress Relieving Devices
DEG-S7/1
Wire diameter (low carbon) 5,0 – 16,0 mm
Wire diameter (high carbon)
Wire passing speed up to 8,0 m/s
Wire Stress Relieving Devices
DEG-S7/2
Wire diameter (low carbon) 5,0 – 16,0 mm
Wire diameter (high carbon)
Wire passing speed up to 8,0 m/s

Wire Stress Relieving Devices
DEG-S7/EZ
Wire diameter (low carbon) 5,0 – 16,0 mm
Wire diameter (high carbon)
Wire passing speed up to 8,0 m/s
Spools
SKS
Wire diameter (low carbon) without
Wire diameter (high carbon)
Wire passing speed without

Rotating Die Holder
DZH-1s
Wire diameter (low carbon) 5,5 – 8,0 mm
Wire diameter (high carbon) 5,5 – 6,5 mm

Rotating Die Holder
DZH-2s
Wire diameter (low carbon) 5,5 – 18,0 mm
Wire diameter (high carbon) 5,5 – 8,0 mm

Drying Systems
HDS
Wire diameter (low carbon) 5,5 – 8,0 mm (opt. greater)
Wire diameter (high carbon) 5,5 – 8,0 mm (opt. greater)Wire passing speed up to 4,0 m/s (depending on the degree of drying)
Wire Rod Protection Devices
DSK
Wire diameter (low carbon) 5,5 – 13,5 mm
Wire diameter (high carbon) 5,5 – 13,5 mm
Wire passing speed without

Wire Rod Protection Devices
DSK/S
Wire diameter (low carbon) 5,5 – 13,5 mm
Wire diameter (high carbon) 5,5 – 13,5 mm
Wire passing speed without
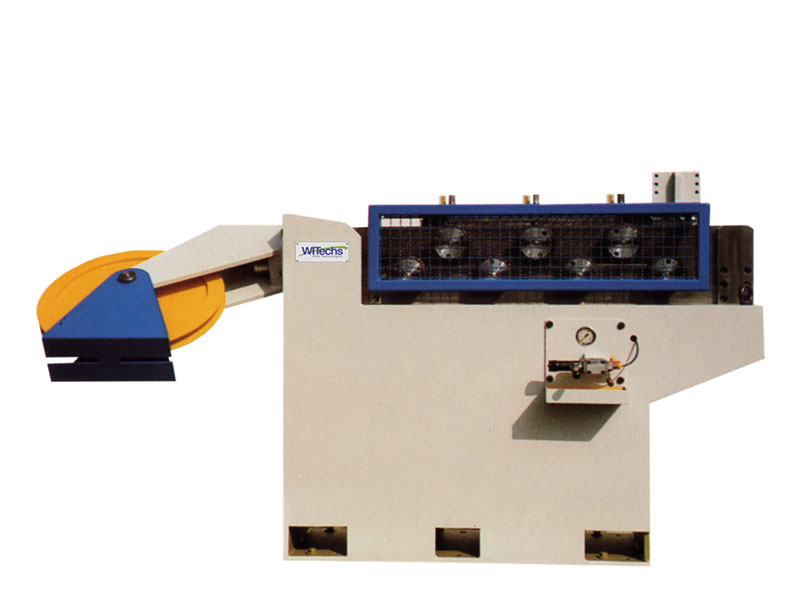
Bending Descaler
BBE-3/12
Wire diameter (low carbon) 5,5 – 13,5 mm
Wire diameter (high carbon) 5,5 – 8,0 mm
Wire passing speed up to 4,0 m/s
Bending Descaler
BBE-3/17
Wire diameter (low carbon) 5,5 – 18,0 mm
Wire diameter (high carbon) 5,5 – 13,0 mm
Wire passing speed up to 4,0 m/s
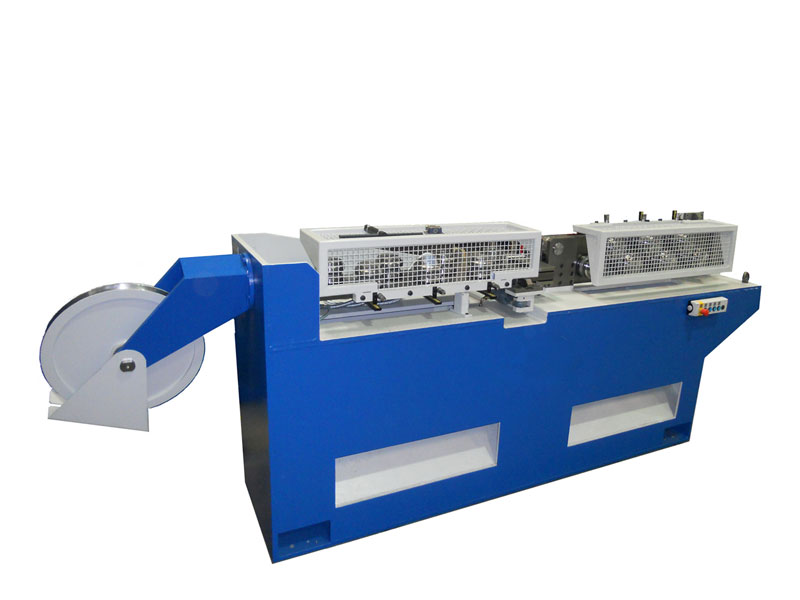
Bending Descaler
BDM-2S
Wire diameter (low carbon) 5,5 – 20,0 mm
Wire diameter (high carbon) 5,5 – 15,0 mm
Wire passing speed up to 10,0 m/s

Sanding Descaler
SEZ-4-450
Wire diameter (low carbon) 5,5 – 9,0 mm (opt. 34 mm)
Wire diameter (high carbon) 5,5 – 9,0 mm (opt. 34 mm)
Wire passing speed up to 5,0 m/s

Sanding Descaler
SEZ-6-302
Wire diameter (low carbon) 5,5 – 15,0 mm (opt. 34 mm)
Wire diameter (high carbon) 5,5 – 15,0 mm (opt. 34 mm)
Wire passing speed up to 3,2 m/s (pay-off speed)
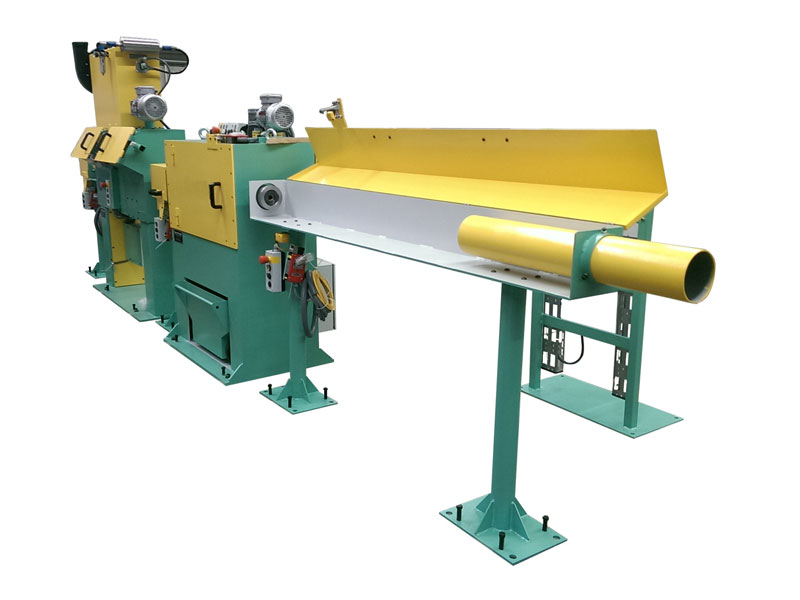
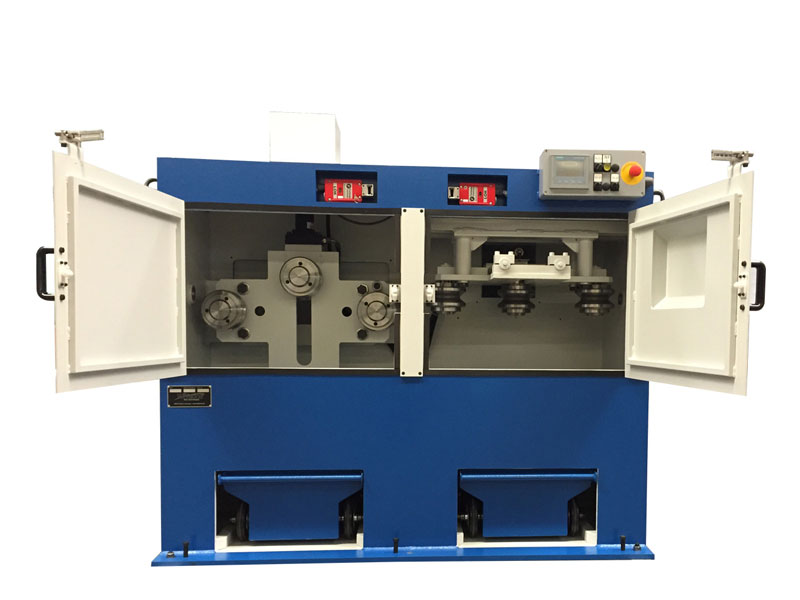
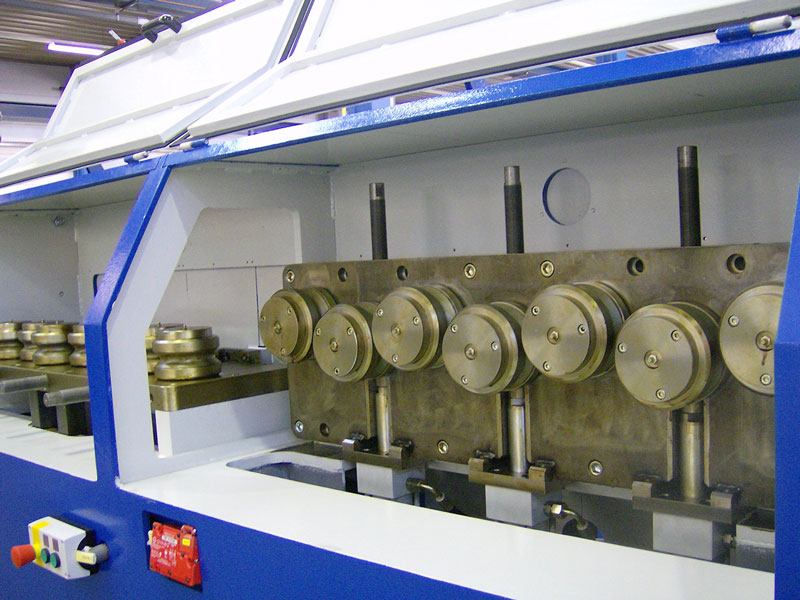
Brush Descaler
Ecoclean
Wire diameter: (low carbon): 3 – 10 mm
Wire diameter: (high carbon): 3 – 10 mm
Wire passing speed: up to 10,0 m/s

Brush Descaler
RWCB/400-2
Wire diameter (low carbon) 5,5 – 8,0 mm
Wire diameter (high carbon) 5,5 – 8,0 mm
Wire passing speed up to 4,0 m/s

Brush Descaler
WBE-6L
Wire diameter (low carbon) 5,5 – 10,0 mm (opt. 18 mm)
Wire diameter (high carbon) 5,5 – 10,0 mm (opt. 18 mm)
Wire passing speed up to 4,5 m/s (pay-off speed)

Wet Coating Machines
HSBE-3302
Wire diameter (low carbon) 5,5 – 9,0 mm (bigger on request)
Wire diameter (high carbon) 5,5 – 9,0 mm (bigger on request)
Wire passing speed up to 4,0 m/s

Dry Coating Machines
BSG/TF
Wire diameter (low carbon) 5,5 – 20,0 mm
Wire diameter (high carbon) 5,5 – 20,0 mm
Wire passing speed up to 10,0 m/s

Miscellaneous
MKS-2
Wire diameter (low carbon) 5,5 – 18,0 mm
Wire diameter (high carbon) 5,5 – 8,0 mm
Wire passing speed up to 4,0 m/s

Wet Cleaning Machines
TBM/2B-N
Wire diameter (low carbon) max. 8,0 mm (greater on request)
Wire diameter (high carbon) max. 8,0 mm (greater on request)
Wire passing speed max. 8,0 m/s

Wire Rod Pre-Feeding Units
DEZ-1
Wire diameter (low carbon) 5,5 – 18,0 mm
Wire diameter (high carbon)
Wire passing speed ca. 0,15 m/s

Wire Rod Pre-Feeding Units
DEZ-1/2
Wire diameter (low carbon) 5,5 – 10,0 mm
Wire diameter (high carbon) 5,5 – 8,0 mm
Wire passing speed ca. 0,15 m/s

Overhead Pay-Offs
ÜKA-1/65
Wire diameter (low carbon) 5,5 – 6,5 mm
Wire diameter (high carbon)
Wire passing speed up to 4,0 m/s

Overhead Pay-Offs
ÜKA-1
Wire diameter (low carbon) 5,5 – 13,5 mm
Wire diameter (high carbon)
Wire passing speed up to 6,0 m/s

Overhead Pay-Offs
ÜKA-1D
Wire diameter (low carbon)
Wire diameter (high carbon) 5,5 – 6,5 mm
Wire passing speed up to 4,0 m/s

Overhead Pay-Offs
ÜKA-2
Wire diameter (low carbon) 5,5 – 16,0 mm
Wire diameter (high carbon)
Wire passing speed up to 10,0 m/s

Overhead Pay-Offs
ÜKA-2D
Wire diameter (low carbon)
Wire diameter (high carbon) 5,5 – 8,0 mm
Wire passing speed up to 4,0 m/s

Overhead Pay-Offs
ÜKA-4
Wire diameter (low carbon) 5,5 – 19,0 mm
Wire diameter (high carbon)
Wire passing speed up to 10,0 m/s

Overhead Pay-Offs
ÜKA-2/SBA
Wire diameter (low carbon) 5,5 – 8,0 mm
Wire diameter (high carbon) 5,5 – 6,5 mm
Wire passing speed up to 3,0 m/s

Horizontal Pay-Offs
HA-F/2
Wire diameter (low carbon) 4,5 – 16,0 mm
Wire diameter (high carbon) 5,5 – 14,0 mm
Wire passing speed up to 5.0 m/s
Horizontal Pay-Offs
HA-F + CVE
Wire diameter (low carbon) 4,5 – 16,0 mm
Wire diameter (high carbon) 5,5 – 14,0 mm
Wire passing speed up to 5,0 m/s

Horizontal Pay-Offs
ASH-2
Wire diameter (low carbon) 5,5 – 16,0 mm
Wire diameter (high carbon) 5,5 – 10,0 mm
Wire passing speed up to 5,0 m/s
Horizontal Pay-Offs
ASH-2D
Wire diameter (low carbon) 5,5 – 16,0 mm
Wire diameter (high carbon) 5,5 – 10,0 mm
Wire passing speed up to 5,0 m/s

Horizontal Pay-Offs
GSA
Wire diameter (low carbon)
Wire diameter (high carbon)
Wire passing speed up to 10,0 m/s
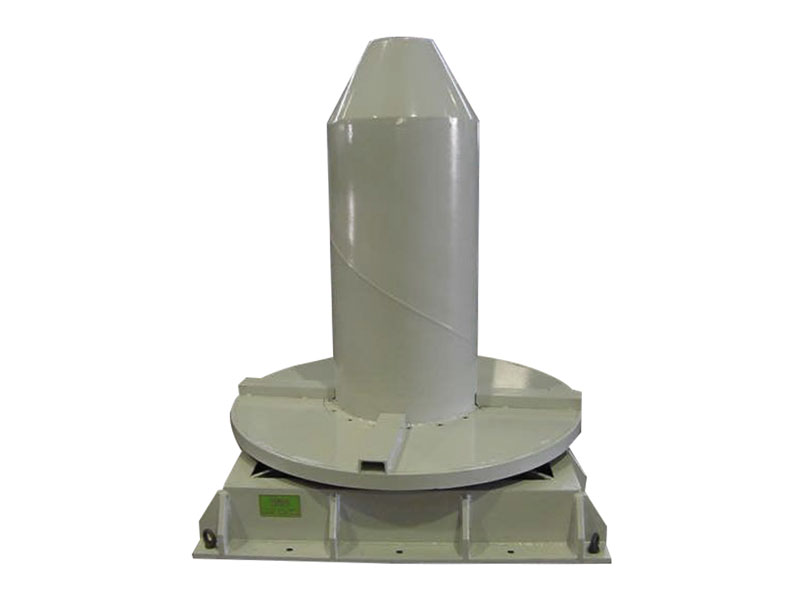
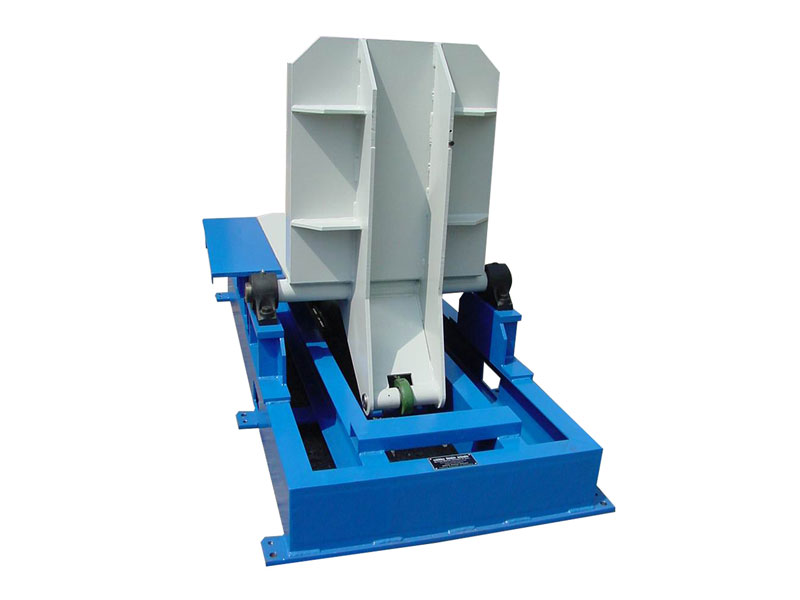
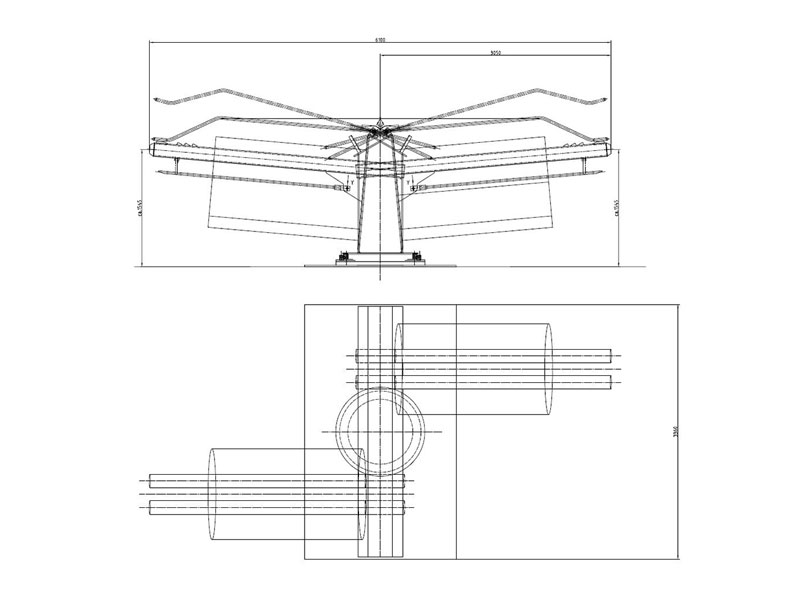
Pay-Off Turntables
ADT
Wire diameter (low carbon) 3,0 – 20,0 mm
Wire diameter (high carbon) 3,0 – 20,0 mm
Wire passing speed up to 80 min-1
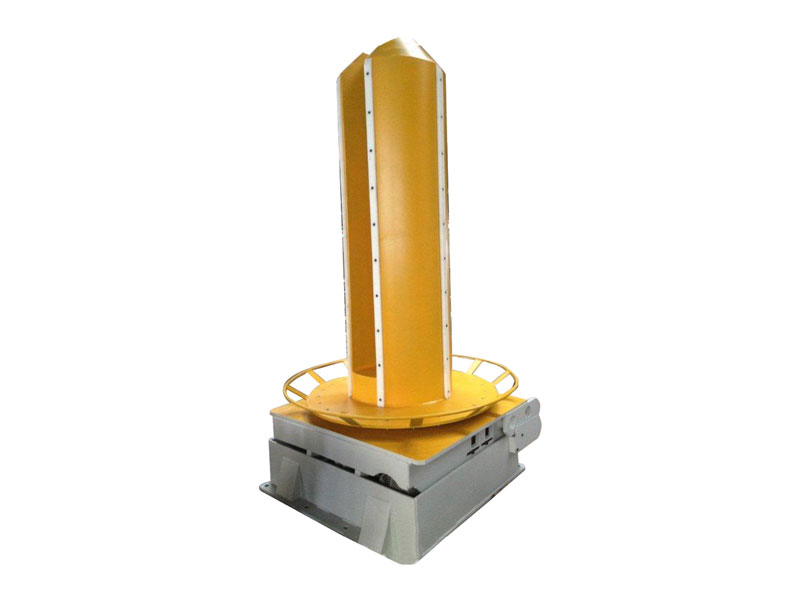
Pay-Off Turntables
ADT-A
Wire diameter (low carbon) 3,0 – 20,0 mm
Wire diameter (high carbon) 3,0 – 20,0 mm
Wire passing speed up to 80 min-1

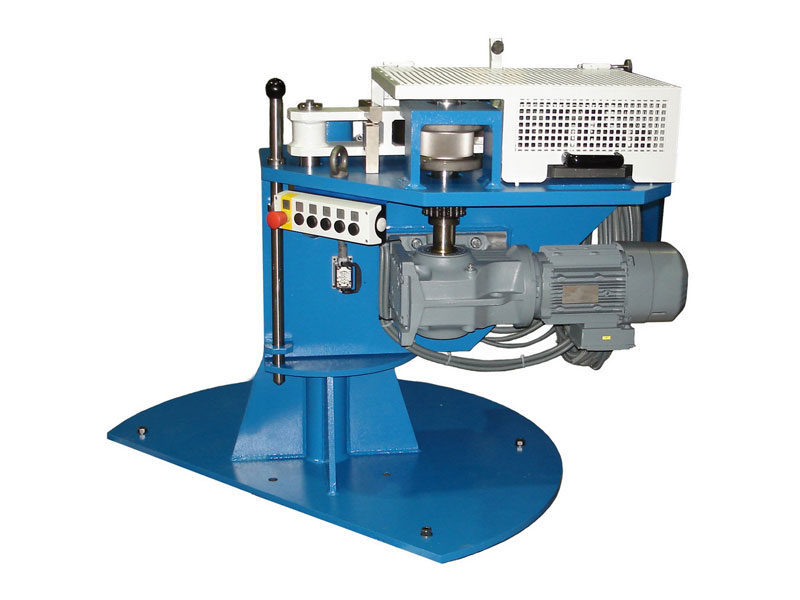
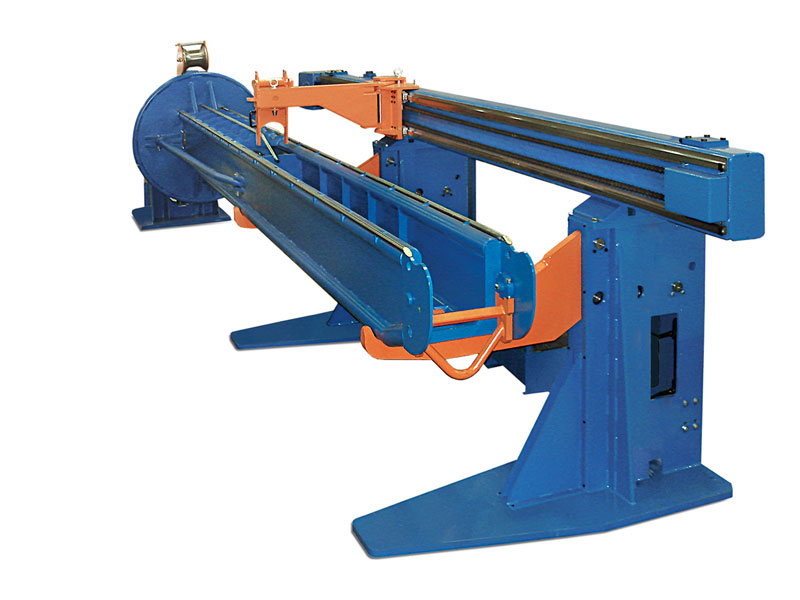
Bending Descaler
WEZ-1Z
Wire diameter (low carbon) 5,5 – 8,0 mm
Wire diameter (high carbon) 5,5 – 7,0 mm
Wire passing speed up to 4,0 m/s

Bending Descaler
WEZ-1/65Z
Wire diameter (low carbon) 5,5 – 6,5 mm
Wire diameter (high carbon)
Wire passing speed up to 3,0 m/s

Bending Descaler
WEZ-3Z
Wire diameter (low carbon) 5,5 – 13,5 mm (opt. 16,0 mm)
Wire diameter (high carbon)
Wire passing speed up to 10,0 m/s

Bending Descaler
BBE-3/8
Wire diameter (low carbon) 5,5 – 16,0 mm
Wire diameter (high carbon) 5,5 – 16,0 mm
Wire passing speed up to 4,0 m/s

Accessories
TZ-3
Wire diameter (low carbon) 3,0 – 10,0 mm
Wire diameter (high carbon) 3,0 – 7,0 mm
Wire passing speed up to 3,0 m/s
Accessories
Tangleguard SF
Wire diameter (low carbon) 5,5 – 10,0 mm
Wire diameter (high carbon) 5,5 – 8,0 mm
Wire passing speed up to 5,0 m/s

Accessories
AE-1
Wire diameter (low carbon) 5,5 – 8,0 mm
Wire diameter (high carbon) 5,5 – 8,0 mm
Wire passing speed up to 3,0 m/s
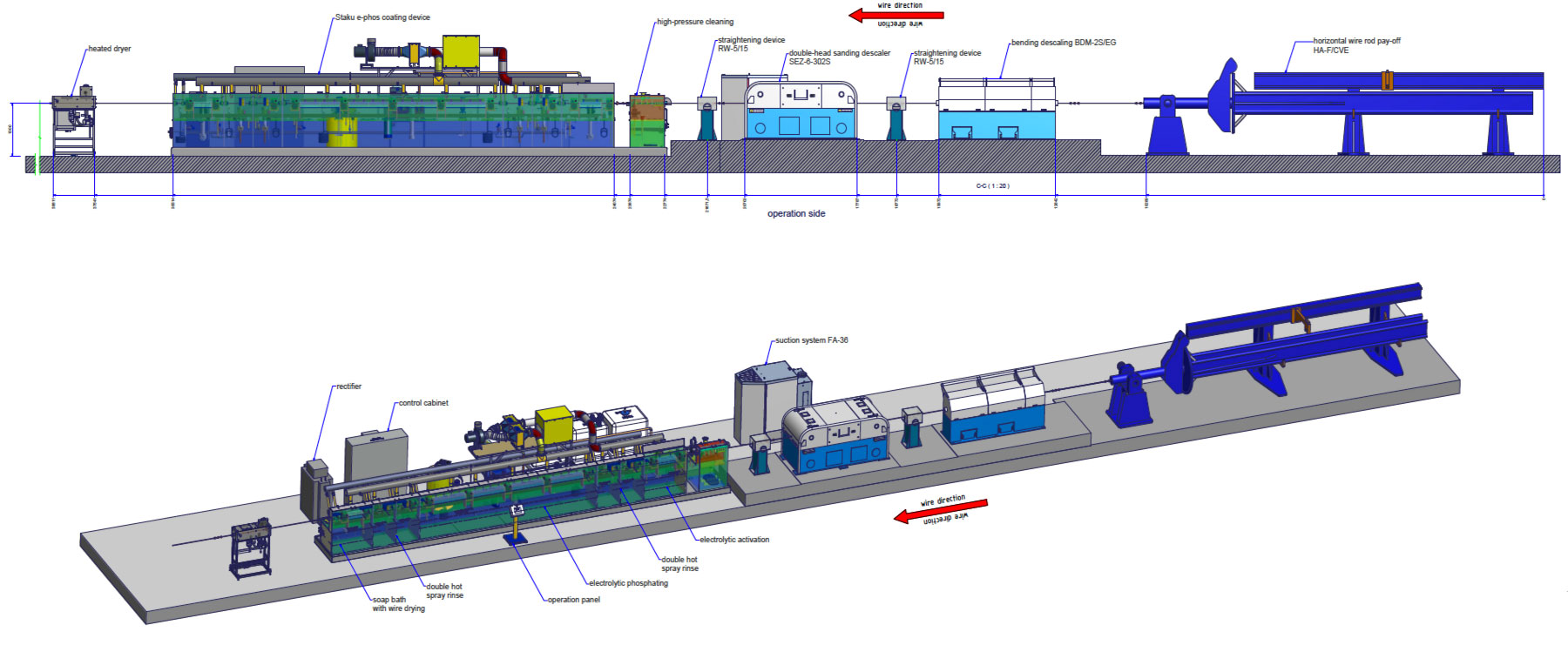
Wire Systems
Inline Pre-Treatment System Solution
Wire inlet ø8.0 – 15.0mm
Wire outlet drawing speed up to 10m/s
Wire inlet speed up to 1.5m/s